



Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
 Ningbo Heyu Tire Repairs Co., Ltd.
Ningbo Heyu Tire Repairs Co., Ltd.
 June 03, 2023
June 03, 2023
Industrial pressure gauge, vacuum gauge and pressure vacuum gauge instrument calibration or instrument calibration procedures
This procedure is applicable to industrial single-circle spring-loaded pressure gauges, vacuum gauges and pressure vacuum gauges (hereinafter referred to as pressure gauges) after use and repair.
Instrument calibration
Or instrument calibration.
First, the pressure gauge instrument calibration instructions
1. The absolute value of the basic error of the standard shall not exceed 1/3 of the absolute value of the basic error of the pressure gauge being inspected.
2. The test pressure gauge can be carried out at room temperature (5--30 ° C).
3. A pressure gauge with an upper limit of less than or equal to 2.5 kgf/cm2 is used to measure air using air or other inert gas.
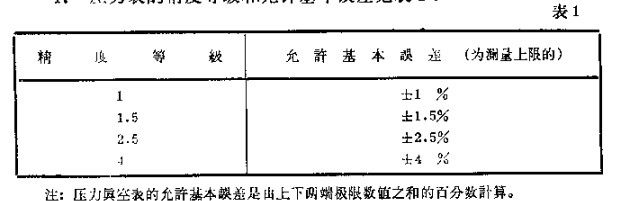
4. The accuracy level and allowable basic error of the pressure gauge are as follows:
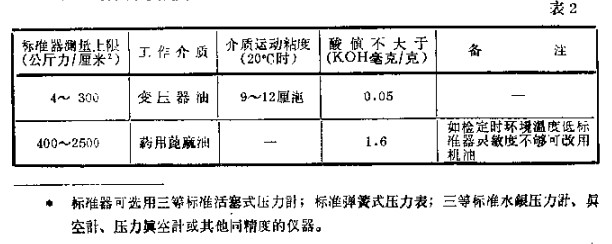
5. Working medium is shown in Table 2:
Second, the instrument appearance inspection
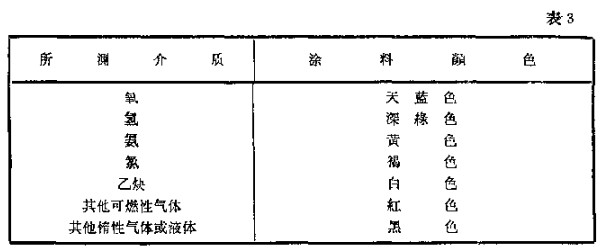
6. The pressure gauge shall be in the case according to the medium to be tested. The liner shall be coated on the dial with the color specified in the following table, and the name of the special medium shall be indicated. The oxygen pressure gauge must be marked with the red “oil-free”.
7. The components of the pressure gauge shall be assembled firmly and shall not be loosened, and the well shall not have defects such as rust, cracks and holes that affect the measurement performance.
8. Pressure gauge for measuring gas. There should be a safety hole on the back of the case. A dustproof device is required on the safety hole. When the elastic component is broken, the gas can escape from the back of the case.
9. The dial scale numbers and symbols of the pressure gauge should be complete and clear.
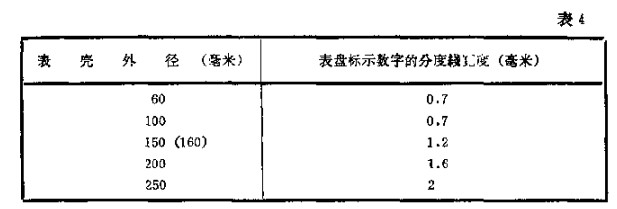
The central angle of the re-drawn dial indexing ruler is generally equal to approximately 270°, and the width of the indexing line marked with numbers should not exceed the requirements of Table 4.
10. The pointer of the pressure gauge should extend into all the indexing lines. The width of the pointer tip should not exceed 1/5 of the minimum indexing interval. The distance between the pointer and the plane of the indexing plate should be in the range of 1--3 mm. The outer diameter of the case is 20 mm or more (including 200 mm). The distance between the pointer and the plane of the indexing plate should be in the range of 2 - 4 mm.
11. The pressure gauge shall be sealed and sealed, and the internal parts shall not be touched without damaging the seal.
Third, the indication verification
12. Zero check: The pressure gauge is in the working position. When there is no pressure and no air, it is carried out before the pressure boosting test and after the pressure reduction test. The following requirements should be met:
(1) The pressure gauge pointer with the zero limit nail should be placed close to the nail, and its "retracted" should not exceed the absolute value of the allowable basic error;
(2) Pressure gauge without zero limit nail, the tip of the pointer shall deviate from the zero index line and shall not exceed the absolute implant allowing the basic error. The zero-point dividing line width is equal to the pressure gauge that allows the absolute value of the basic error, and the pointer must be within the zero-point dividing line width;
(3) The pointer of the pressure vacuum gauge shall be within the width of the zero-point dividing line, and the width of the zero-point dividing line shall not exceed 1.5 times the absolute value of the allowable basic error.
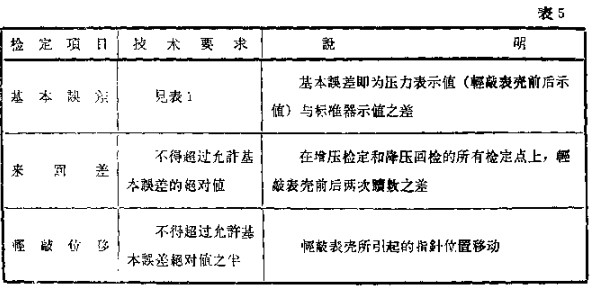
13. The indication test of the pressure gauge is carried out according to the index line marked with numbers. The pressure is gradually increased (or depleted) after the inspection. When the indication value reaches the upper limit of the measurement, it must withstand pressure for 3 minutes (the tube is re-welded) The pressure gauge should be at the upper limit of the measurement for 10 minutes), and then back to the original inspection point in reverse order. The basic error, round-trip difference and tapping displacement should meet the technical requirements of Table 5:
14. The pressure gauge indicates that the stability of the rotation of the gauge should be smooth and free of jumping or jamming within the full indexing range.
15. The upper limit of the pressure vacuum gauge is below 2.5 kgf/cm2 (including 2.5 kgf/cm2, and the vacuum part is checked by the numbered index line except 760 mmHg; 2.5 kgf/sq. Above the centimeter, the pointer must point to the vacuum part during the evacuation check.
Fourth, additional calibration of several pressure gauges
16. Grease-free check of oxygen pressure gauge:
In order to ensure safety, the oxygen pressure gauge should be certified to be free of grease. Inspection method: Inject pure warm water into the spring tube, shake it, and then pour the water into the appliance containing the living water. There is no colored oil shadow on the water surface, and it can be considered that there is no grease. If the oxygen meter with grease is found to be boiled in boiling water or washed with carbon tetrachloride, confirm that there is no grease and then check.
17. Pressure gauge verification with inspection pointer:
First, the test pointer and the indication finger are simultaneously checked, and the reading is recorded; then the indicator is returned to the zero point, and the indication value is checked again, and the difference between the two boost readings (ie, the check pointer pair) The control force of the indicator shall not exceed the absolute value of the allowable error. The pointer shall not move when tapping the meter.
18. Double-needle double-tube pressure gauges should be checked before the indications are checked. After the two pipes are inspected, the pressure gauge is checked by the three-way joint. A double-needle double- or double-needle single-tube pressure gauge shall also check the difference between the two pointer values, the value of which does not exceed the absolute value of the allowable basic error. The two hands should not affect each other. The two joints should be painted with the same color paint of the same color for identification.
19. Verification of the pressure contact of the charged contact signal device:
The insulation resistance between the telecommunications part of the pressure gauge and the outer casing shall not be less than 20 megohms (500V) when the relative humidity is not more than 80%. The verification method is as follows:
Install the pressure gauge on the checker, use the needle to respectively dial the two signal contact pointers to the outside of the upper and lower limits, and then perform the indication verification. After the indication is passed, the upper and lower signal contact pointers can be set to three. At more than one different verification point, slowly increase or decrease the pressure until the moment when the signal is sent. At this time, the deviation between the reading of the standard pressure gauge and the indication value of the signal pointer shall not exceed the absolute value of the allowable basic error.
Fives,
Instrument calibration
or
Instrument calibration
Result processing
20. Pressure gauges that have passed the instrument calibration or the instrument calibration shall be sealed.
21. The verification period of the pressure gauge shall be determined according to the specific use conditions (generally not more than half a year).
22. If the pressure gauge is unqualified, it can be downgraded for use, but the mark of accuracy level must be changed.
The above is the Industrial pressure gauge, vacuum gauge and pressure vacuum gauge instrument calibration or instrument calibration procedures - Database & Sql Blog Articles we have listed for you. You can submit the following form to obtain more industry information we provide for you.
You can visit our website or contact us, and we will provide the latest consultation and solutions
Send Inquiry
Most Popular
lastest New
Send Inquiry
About Us
Related Products List
Contact Us

Send Inquiry
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.